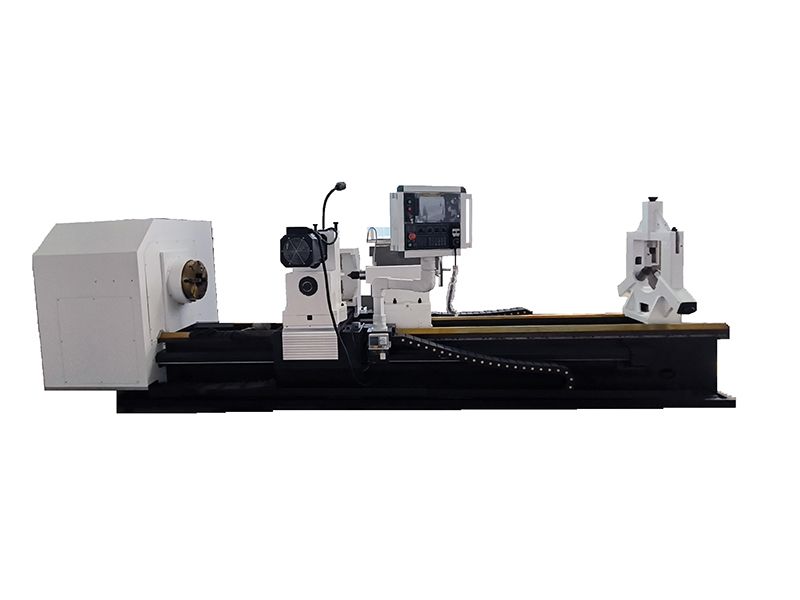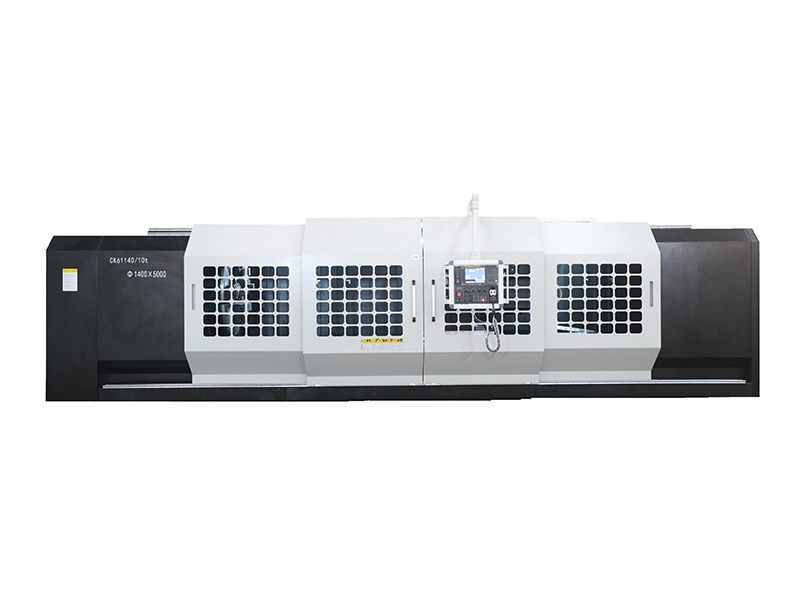




重型数控轧辊车床是结合当前先进的复杂重型轴类、盘类零件的加工工艺,结合国内外重型数控轧辊车床、 高精密数控车床的先进技术,以追求高速度、高精度、效率高为目标, 以有限元分析等方法为手段,按高速、精密、重型主轴设计制造技术、 大功率 C 轴设计技术、精密进给驱动技术、精密快换装置技术、数控 伺服参数优化技术、热变形控制和补偿技术、可靠性技术等分析研究, 设计生产的高精密大型数控轧辊车床。主要适用高速钢,碳化钨或硬质合金刀具对铸铁件、钢件及有色金属件的圆柱表面、外曲线表面和各类轧辊的加工,也可适用于对轴类、盘类等各种工件的内外圆、锥面、端面以及螺纹等零件进行批量加工。效率高、操作简单、安全可靠。广泛应用于钢铁、煤机、矿山、风电、汽车、石油、军工等行业的高精密机械加工。
产品特点:
系统标准配置西门子828D系统,可选配其他国产或进口系统。
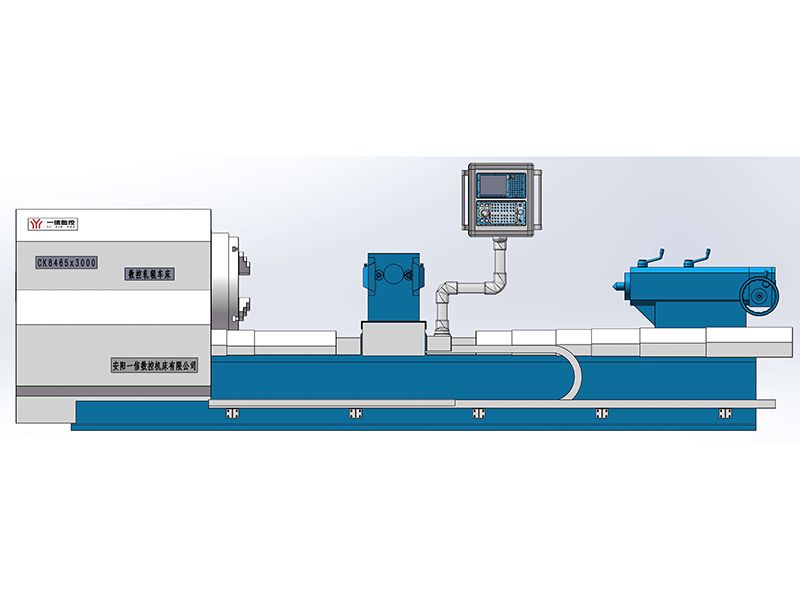
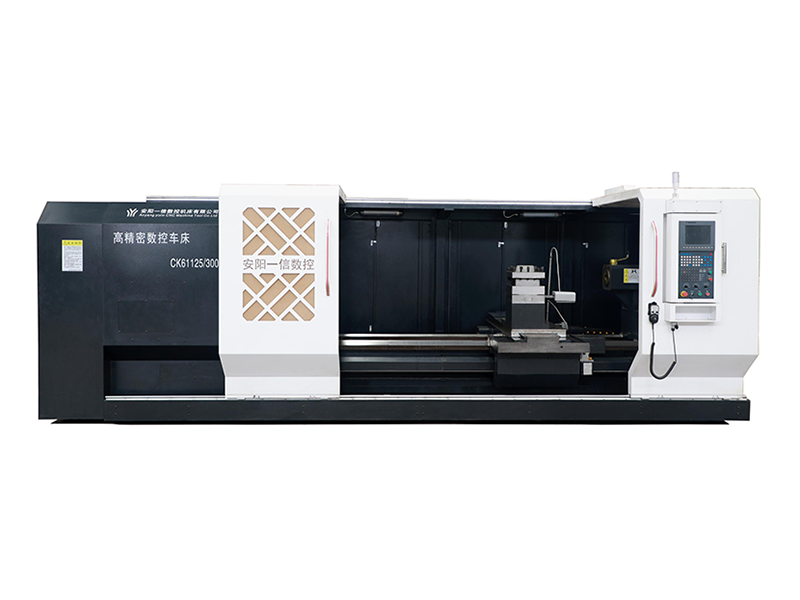
机床采用四导轨结构,主、副导轨分离,机床导轨跨距大,能受载荷大,钢性高、精度好,便于以后维修。
采用重型内置旋转尾座,尾座套筒直径大,结构坚固, 可承受重型切削。
主轴单元采用液压两挡变速,主轴直径大,由精密重载荷轴承作三点式支撑,轴承精度采用P4级;主轴电机采用交流伺服主轴电机,额定转速低,扭矩和转动惯量大;配合低速挡,适合重型零件的粗加工,配合高速挡,能够提高的零件表面加工精度,适合精密加工,实现部分零件的以车代磨。
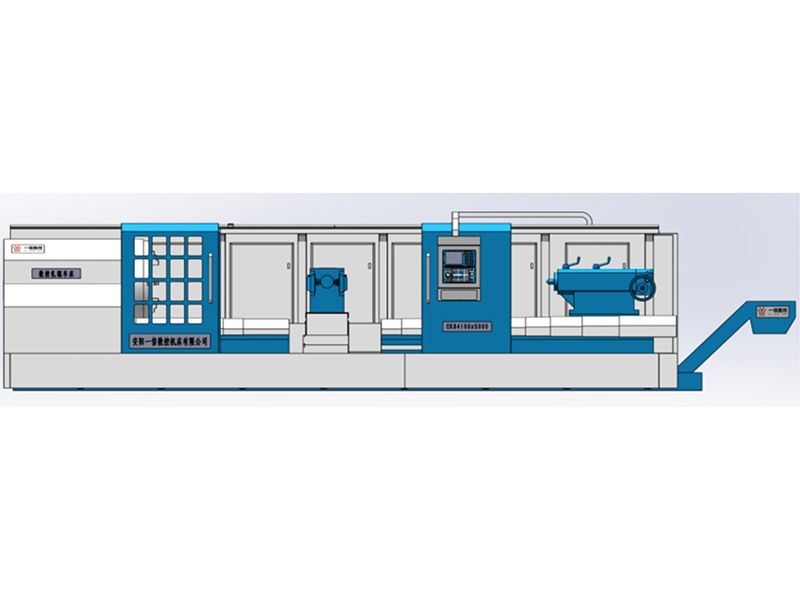
机床模块化设计,可以进行功能拓展。通过快换装置,增加磨头,可以扩展为外圆磨床;配备动力刀架,可以扩展为车铣复合中心;
可以增加机械手等。
机床电箱标配空调,主要电气控制元件全部采用德国施耐德产品,故障率低,维护成本低,确保机床高 效加工。
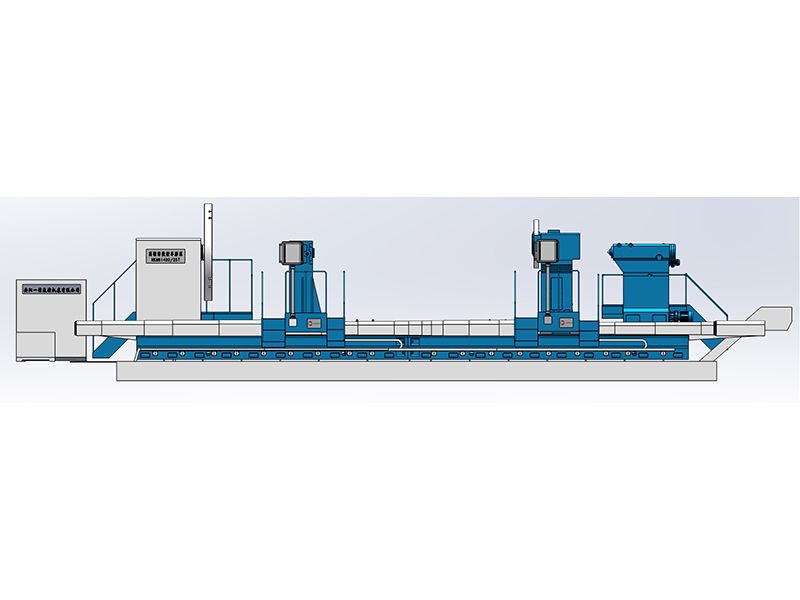
机床防护可根据用户需求,配置简易防护、双门防护、全防护等;
可以根据用户加工零件要求,配置排屑机、冷却水箱等。
规格参数 | 单位 | CK8450 | CK8465 | CK8480 | |
加工范围 | 最大切削直径 | mm | 500 | 650 | 800 |
最大工件长度 | mm | 2500 | 3000 - 10000 | ||
最大切削长度 | mm | 2500 | 3000 - 10000 | ||
床身导轨宽度 | mm | 1000 | |||
最大承重 | t | 3t | 6t | 8t | |
主轴 | 主轴通孔直径 | mm | 100 | ||
主轴前端锥孔 | 公制 105 | 公制 140 | 公制 140 | ||
卡盘 | mm | 四爪Φ 500 | 四爪Φ 630 | 四爪 Φ800 | |
主轴前端代号 | A2-11 | A2-15 | A2-15 | ||
主轴转速范围 | r/min | 5 ~500 | 5 ~300 | 5 ~300 | |
主轴转速种数 | 液压两挡 | ||||
进给 | X/Z 向快速移动 | m/min | 10/10 | ||
最大横向行程 | mm | 450 | |||
刀架 和台尾 | 刀架规格尺寸 | mm | 280×280 | 300×300 | 300×300 |
刀具截面尺寸 | mm | 40×40 | 40×40 | 40×40 | |
刀架工位数 | mm | 4 | |||
顶尖套筒直径 | mm | 200 | 200 | 220 | |
顶尖套筒行程 | mm | 300 | |||
顶尖套筒前孔锥度 | mm | MT-6 | |||
其他 | 工件精度 | It7 | |||
工件表面粗糙度 | μm | Ra0.8 | |||
主电机 ( 伺服 ) 功率 | kW | 22 | 30 | 45 | |
机床宽度 / 高度 | mm | 2500/1800 | |||
系统配置 | 标配德国西门子828D(可根据要求定制) | ||||